Published On Mar 8, 2022
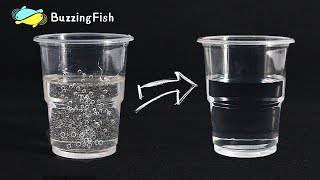
Hi everyone! To celbrate 4000 followers on Instagram I decided to cast this 3D printed logo in epoxy resin. That way the 3d printed object (or could be something of your choice) Is floating in a clear bubble free epoxy casting.
To create the Instagram logo I designed the logo in fusion 360. By extruding some sketches I go to the logo I’ve used here.
The Instagram logo was printed on my Creality Ender 3 S1. I’ve you’ve missed my review video or want to know more about it check the video on following link. • Creality Ender 3 S1 - Good or bad?! R...
As For the 3D printing filament I’ve used MagicPLA from 3Djake https://www.3djake.com/3djake/magicpl...
As For the Carbon Fiber printbed you can find a link here to watch the full video I’ve made previously
• Making A Carbon Fiber Print Bed For M...
The logo was printed with a 0.4 nozzle and 0.12 layer height in Magic PLA. The mouldbox was printed with a 0.8 nozzle and a 0.6 layer height.
Once the prints were ready I created a buildplate to bond the print on. First I’ve used some chemical release agent ‘easylease’ from Easycomposites. By doing so I ensure I can remove the back to pour the second layer later on. The 3D printed mouldbox was also coated with a layer of release agent out of spraycan. This will help to remove the 3D printed mouldbox later on. Gaps from the 3D print were filled using some UV resin and a UV flashlight. The last thing you want is a leaking mouldbox. As mentioned in the video you could make a moulbox from any material you want (mostly melamine or plastic sheets)
Once the mouldbox was ready, the seams were filled with hot glue to prevent leaks. The 3D printed logo was bonded to the baseplate as well using UV glue again. Just fixed it on a few spots to prevent it from floating or moving around once the epoxy resin was poured.
As for the epoxy resin, Glasscast 50 was used from easycomposites or Glasscast. You can find a more detailed information of the product on following website. https://www.easycomposites.eu/glassca...
Make sure to degass your resin prior pouring and after pouring it in the mouldbox for best results.
If your not familiar with epoxy resins, make sure to do some test samples first and read as much information as needed. The most important thing to know, when working with epoxy resins, is that epoxy resin is a mixture of an A & B resin. Once mixed it will cure to a hard material. Most important to know is that not all epoxy resins have the same formulation. Some are made to cure fast, other slow, some are fully clear some are not. Glasscast 50 is specialy formulated for deep pours like river tables and objects. If you’re not using the resin in the right way or have to high ambient temperatures the resin will go in an exothermal state causing it to generate heat in an exponential curve. This results in yellowing or burning of your resin, shrinkage, bubbles, and cracks.
The reason I was able to cast in such big volume is due to low ambient temperatures in the workshop at the moment being 12°C. This will cause the resin to slowly cure (more than 48 hours in my case)
Once the first layer has cured the baseplate is removed, any trapped bubbles were removed and the back was sanded to create a good bonding surface for following layers comping on top.
A new mouldbox was printed and applied on the back the same way as the first one. Some glasscast 50 was mixed again and poured in the mouldbox. The fresh coat of resin will fill the sanding scratches and in my case the airpockets as well. Make sure to degass your resin prior pouring and after pouring it in the mouldbox for best results.
Once cured the mouldbox is removed, thanks to using a good release agent I was able to remove the mouldbox in a good way. Now the fun part starts….sanding. First I removed the sharp edges of the cast by hand sanding the edge. This will prevent to cut sanding paper on your sanding machine. First all edges were flattened and the texture of the 3D print was removed. For the Finer sanding I started with a 150P followed by 220P 350P 500P 800P with cleaning the part inbetween sanding.
For the finishing layers a 1000P wet sand was done followed by a 2000P sanding. For the polishing I’ve used a fine polishing compound for best results.
Facebook: / mat2composites
Instagram: matthieulibeert
twitter: @matthieutje65
web/mail: https://www.mat2composites.com
#Epoxy #3D #Resin